Better Touch Better Business
Contact Sales at Gladman Iron Doors
Gladman Iron Doors is devoted to helping customers make hign-end and elegant fitment in their house.
info@gladmanirondoors.com


Wire EDM is referred to as wire cutting. It is developed on the basis of EDM perforation and forming.
It has not only developed the application of EDM, but also replaced EDM perforation and forming in some aspects. Today, wire-cut machine tools account for more than half of EDM machine tools.
Basic introduction
Wire cut Electrical Discharge Machining (Wire cut Electrical Discharge Machining referred to as WEDM) belongs to the category of electrical machining. It was discovered by the former Soviet Union Lazarinke and his wife about the phenomenon and causes of switch contacts damaged by spark discharge corrosion. The instantaneous high temperature can cause the local metal to melt, oxidize and be corroded away, thus pioneering and inventing the electric discharge machining method. The wire cutting machine was also invented in the former Soviet Union in 1960. my country was the first country to be used in industrial production.
Working principle
Its working principle is shown in the figure below. The wire electrode 1 wound on the wire transport drum 4 moves at a certain speed along the rotation direction of the wire transport drum, and the workpiece 3 mounted on the machine tool worktable is shaped and moved relative to the electrode wire by the worktable according to a predetermined control trajectory. One pole of the pulse power supply is connected to the workpiece, and the other pole is connected to the electrode wire. A certain discharge gap is always maintained between the workpiece and the electrode wire and working fluid is sprayed. The spark discharge between the electrodes erodes a certain gap, and the continuous pulse discharge cuts the workpiece of the required shape and size.
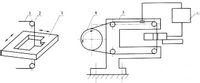
Schematic diagram of the working principle of wire cutting
Efficacy
The electrode wire of the low-speed wire cutting machine uses copper wire as the tool electrode. Generally, it moves in one direction at a speed of less than 0.2m/s, and applies 60~ between the copper wire and the workpiece material such as copper, steel or super hard alloy. A pulse voltage of 300V and a gap of 5-50um are maintained. The gap is filled with insulating media such as deionized water (close to distilled water), so that spark discharge occurs between the electrode and the workpiece, which are consumed and corroded by each other, and electricity is applied to the surface of the workpiece. Numerous small pits are eroded. Through the monitoring and control of NC control, and the execution of the servo mechanism, this discharge phenomenon is uniform and consistent, so that the processed product can be processed, making it a product that meets the required size and shape accuracy. At present, the accuracy can reach 0.001mm, and the surface quality is close to the grinding level. The electrode wire is no longer used after discharge, and uses a non-resistance anti-electrolysis power supply, generally with automatic wire threading and constant tension devices. The work is stable, uniform, small jitter, high processing accuracy, and good surface quality, but it is not suitable for processing large thickness workpieces. Due to the precise structure of the machine tool, the high technical content, and the high price of the machine tool, the use cost is also high.
Operating procedures
(1) Turn on the main power of the machine tool, the controller switch, the 24V stepping drive power switch and the high pulse power switch.
(2) Calculate the coordinate point programming program according to the size of the drawing and the actual situation of the workpiece, pay attention to the clamping method of the workpiece and the diameter of the molybdenum wire, and choose a reasonable cutting position.
(3) Turn on the wiring motor, water pump motor and the high-frequency switch on the control panel.
(4) Place the coarse adjustment switch in the automatic position and pull out the feed switch to enter the processing stage. During processing, further adjust the fine adjustment switch and software fine adjustment to make it the most stable state of processing.
(5) After processing, turn off the high-frequency pulse switch and water pump switch of the machine tool in order, and then turn off the coarse-closed wire storage drum switch. If you want to shut down with a brake, press the red button of the main power switch.
Precautions
 (1) Before starting the machine, check whether the electrical components are loose. If there are broken wires or parts falling off, you should promptly notify the professional for maintenance.
(1) Before starting the machine, check whether the electrical components are loose. If there are broken wires or parts falling off, you should promptly notify the professional for maintenance.
(2) Check the tension of the molybdenum wire.
(3) Check whether the guide wheel is damaged and change the position of the working surface in time to prevent the molybdenum wire from jamming.
(4) Check if there is a communication groove on the wire retaining rod, adjust the position of the working surface in time to prevent the molybdenum wire from getting stuck.
(5) Check that there should be enough lubricating oil in the lubricating parts of the machine tool.
(6) Daily maintenance:
①For horizontal feed gearbox and longitudinal feed gearbox, 30# engine oil should be added once per shift.
②For each drive shaft of the wire storage drum, the wire rod nut of the wire storage drum, and the carriage plate guide of the wire storage drum, 30# engine oil should be added once to each plate.
Maintenance
The working site and working environment of the CNC cutting machine are relatively harsh, and the metal dust is relatively large. Therefore, the machine must be thoroughly cleaned and maintained, and a dedicated person should be responsible for the lubrication, repair and maintenance of the equipment!
Safe operation
1. The CNC cutting machine is a kind of precision equipment, so the operation of the cutting machine must be three fixed (fixed person, fixed machine, fixed post)
2. The operator must be professionally trained and skilled in operation, non-professionals should not move.
3. Before operation, it must be confirmed that there is no external interference. After everything is normal, hoist the cut plate on the cutting platform, and the plate cannot exceed the cutting range (note: be careful when hoisting).
Daily maintenance and maintenance
1. The dirt on the machine tool and guide rails must be cleaned up every working day to keep the machine bed clean. The air source and power supply must be turned off at the end of get off work, and the remaining air in the machine tool tube belt must be evacuated.
2. If you leave the machine for a long time, turn off the power to prevent operation by non-professionals.
3. Pay attention to observe whether there is lubricating oil on the surface of the horizontal and longitudinal guide rails and racks of the machine to keep them well lubricated!